行业技术
INDUSTRY TECHNOLOGY
六大案例,教您解决书刊露胶根的质量问题
所属分类: 行业技术
2020-05-28
露胶根是指翻开封二或者封三时,正文的第一页或最后一页被拉开并露出胶根的现象。一本图书约需要15道工序才能加工完成,其中只要有一道工序操作不当就可能造成质量问题。对露胶根质量问题而言,不是简单地由某一工序操作不当造成的,而是由多步工序、多重因素共同作用的结果。本文,笔者将结合自身工作经验,列举6个典型的露胶根质量问题案例加以分析,以供参考。
案例一:主要由用纸定量悬殊较大引起的露胶根
案例描述
某书封面用纸定量为230g/m2、正文用纸定量为80g/m2,背胶上胶均匀、无空背,拉槽间距为0.9mm,拉槽深度为0.8mm,封面有明显压痕,如图1所示。
图1 主要由用纸定量悬殊较大引起的露胶根
问题分析
上述生产信息基本能满足工艺参数要求,之所以出现露胶根的质量问题,主要原因是封面用纸定量与正文用纸定量相差较大,如果印刷企业仍按照普通图书的工艺要求进行生产加工就容易出现露胶根的质量问题。
解决办法
(1)初期设计选材时尽量少用封面与书芯定量悬殊太大的纸张,如设计时确实需要,则尽量增加环衬,使二者之间的拉力得到过渡;
(2)一定要将封面压痕尽量压深,以不将压痕和纸张压裂为宜;
(3)将拉槽深度增加到1.5mm,并保证背胶完全渗入槽口内;
(4)将拉槽间距控制在0.5~0.7mm;
(5)调整上胶轮的高度,保证背胶厚度控制在1.0mm左右。
案列二:主要由书芯用纸类型不同引起的露胶根
案例描述
某书插页用纸为铜版纸(共6面),正文用纸为胶版纸,书背有轻微空洞,如图2所示。
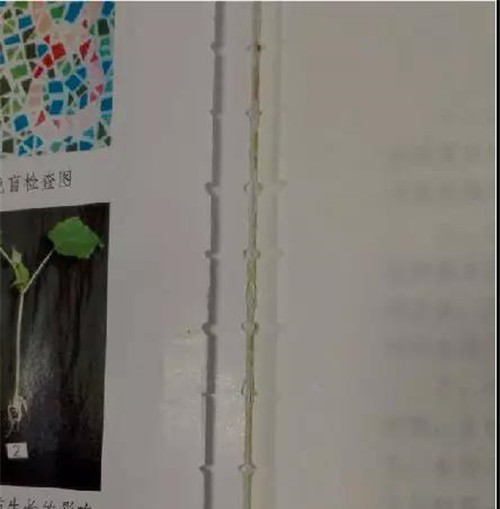
图2 主要由书芯用纸类型不同引起的露胶根
问题分析
书芯用纸既有胶版纸,又有铜版纸,根据热熔胶攀上不就下的原则,应选用性能较好的铜版胶,另外书背上胶不匀对露胶根也有一定影响。
解决办法
(1)生产时一定要注意根据用纸类型的不同选用对应型号的热熔胶,有铜版纸时应选用铜版胶,不同型号的热熔胶不可混合使用;
(2)要格外注意铣背拉槽参数是否合适,因为一定工艺条件下不同材料的书芯更容易出质量问题;
(3)正确调整3组胶轮的高度,方法参照案例三。
案列三:主要由上胶轮调节不当引起的露胶根
案例描述
某书撕开背胶之后发现胶液没有完全渗满槽口,出现严重空洞问题,如图3所示。

图3 主要由上胶轮调节不当引起的露胶根
问题分析
由于3组胶轮调整不当,未把拉槽缝隙填满胶,造成背胶上胶不匀、不足。
解决办法
正确调整3组胶轮的高度,使拉槽的槽口内填满胶,并且胶液涂布均匀、厚度适当,具体如下:
(1)充分了解涂胶轮、填胶轮、匀胶轮3组胶轮在上胶时的各自用途,从而正确调整各轮的高度;
(2)涂胶轮的主要作用是将拉槽缝隙填满胶。将第一胶轮调整到与开槽后书芯大概有0.2mm的间隙,这样可使所带胶液以较大的挤压力灌入书槽中,以便将槽口灌满,但也要保证不能出现将书背挤压变形的情况。
(3)填胶轮的主要作用是挂胶,实现背胶具有(1.0±0.2)mm的厚度,一般不超过1.5mm。第二胶轮距离书册的相对空隙要根据书册的厚薄、纸张情况按标准的胶层厚度调整,以托打时不向两侧溢胶为宜;
(4)匀胶轮的主要作用是使背胶均匀抹平,操作时应将第三胶轮的高度与第二胶轮基本保持一致或略高。
案列四:主要由铣背拉槽刀磨损严重引起的露胶根
案例描述.
某书整个订口位置的书背都是平整的,像裁切过一样,铣背拉槽痕迹基本看不到,如图4所示。
图4 主要由铣背拉槽刀磨损严重引起的露胶根
问题分析
铣背拉槽刀磨损严重,未及时更换,造成基本无铣背拉槽效果,使得书芯前后露胶根,并且极易造成散页。
解决办法
(1)定期按时检查并更换铣背拉槽刀;
(2)根据生产标准合理调节铣背拉槽的工艺参数。
案列五:主要由拉槽间距、深度不符合标准引起的露胶根
案例描述
某书拉槽的槽间距过大,拉槽深度不够,如图5所示。

图5 主要由拉槽间距、深度不符合标准引起的露胶根
问题分析
拉槽的槽间距约12.0mm,而行业标准要求5.0~7.0mm;拉槽深度不足0.5mm,而行业标准要求(1.5±0.5)mm,因此拉槽的工艺参数设置不满足标准要求。
解决办法
(1)如果是拉槽刀磨损严重,则更换拉槽刀;
(2)调整拉槽刀的参数直至拉槽深度满足标准要求;
(3)缩短拉槽间距、增加拉槽刀数量或者调整设备速度,以实现标准拉槽间距。
案列六:主要由排废不净引起的露胶根
案例描述
某书书背铣背拉槽的各项工艺参数通过测量后,基本满足相关标准要求,但从图6可以看出书芯只是被打开缺口并没有被清理掉纸屑,另外拉槽间距约12.00mm。
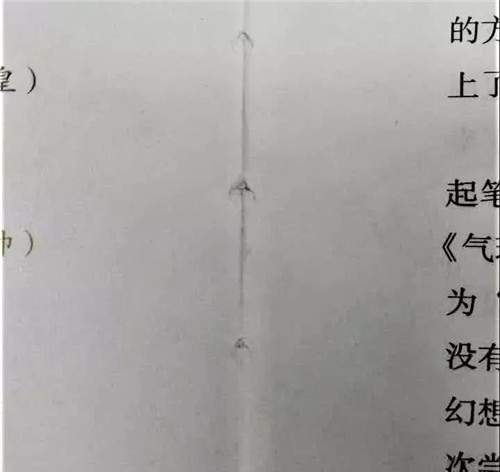
图6 主要由排废不净引起的露胶根
问题分析
撕开露胶根处可发现铣背拉槽下的纸屑、纸毛没有清理干净,堵塞槽口,使得热熔胶无法渗入到槽口内,造成书背上胶不足、不匀,同时拉槽间距过大也是导致露胶根质量问题的影响因素之一。
解决办法
(1)安装或者正确使用排废装置,按时清理设备上堆积的纸屑、纸毛;
(2)检查铣背拉槽刀是否磨损、钝化严重,及时更换;
(3)将拉槽间距调整到5.0~7.0mm。
国家标准GB/T 18359-2009《中小学教科书用纸、印制质量要求和检验方法》和行业标准CY/T 40-2007《书刊装订用EVA型热熔胶使用要求及检测方法》对生产工艺参数、生产用料、生产加工环境等都有明确要求。笔者的实践经验证明:
出现露胶根质量问题的根本原因是工人在生产加工过程中未严格按照相关工艺标准进行生产,未将机器设备的性能调试到最佳状态,未及时发现质量问题并马上解决。
因此,彻底解决露胶根这一印装质量问题的思路,在于使生产单位重视质量问题,深入学习相关质量标准、钻研每道工序、盯紧每个部件按规定运行、分析各工序和各部件之间的关系,并结合实际质量问题案例,找出问题出现的原因,积极研究解决问题的办法、验证办法的正确性,总结归纳,才能够举一反三地指导实践。
相关技术信息

印刷生产车间正常运作,确保产品质量,更需要严肃厂纪厂规,制定有效的管理制度。为此,整理出了工厂管理制度的十大原则,希望能对广大印刷企业有所帮助。
查看详情